
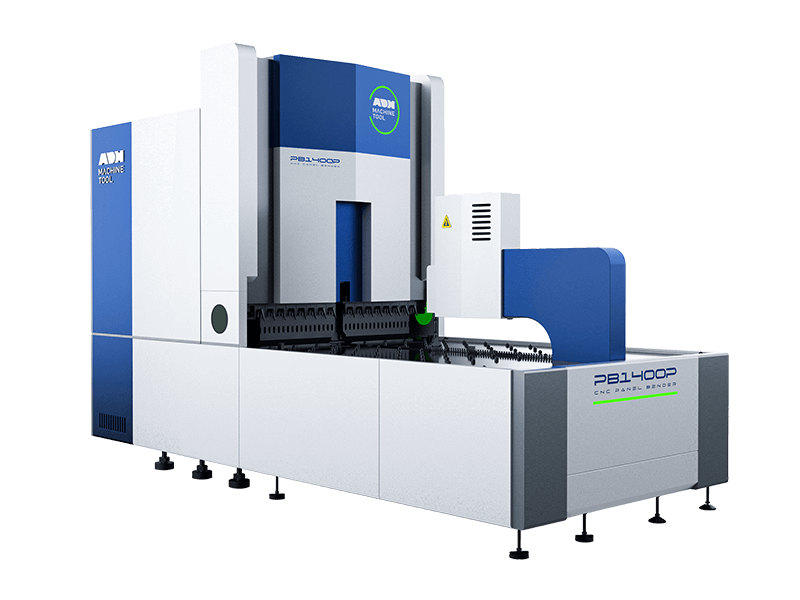
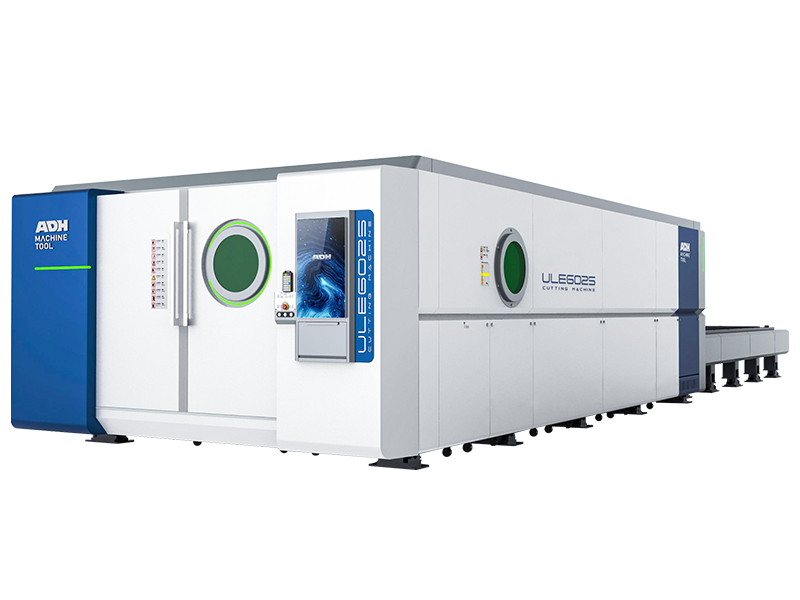
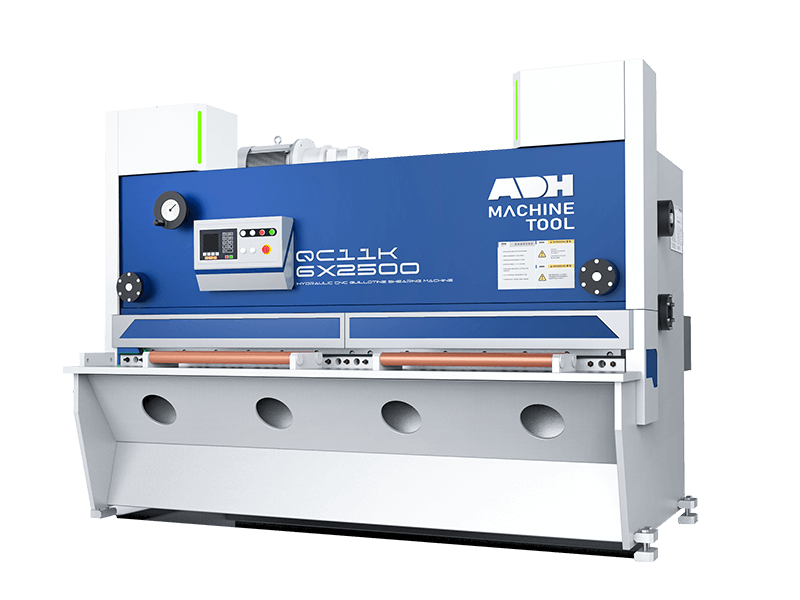






我们拥有 200 多台先进关键加工设备,包括五轴联动加工中心、龙门加工中心、16 米热处理炉、抛丸机以及大型 CNC 镗铣床。






























我们在该领域已深耕 40 年。































引言:在变局中锚定航向 2025年,对于中国智能装备制造业而言,注定是分水岭之年。内需市场的存量博弈日趋激烈, […]
核心认知重构:为什么 80% 的选型最后都会留下遗憾? 在精密钣金加工里,多数所谓“选型失败”并非设备不够好, […]
摘要: 在零下163度的极寒挑战中,每一个零件的精度都是生命线。看ADH如何以智能制造,助力中国LNG船领跑全 […]
敬致:全球合作伙伴、经销商及广大客户 安徽东海裕祥智能装备科技有限公司(以下简称“ADH”或“我司”)作为中国 […]

微信扫码咨询


